


НАЗНАЧЕНИЕ:
Данный станок используется в лесопильных производствах высокой мощности (100 — 200 м³ круглого леса в смену) в качестве станка первого ряда для распиловки бревен за один проход по схемам: либо с брусовкой, либо вразвал на необрезной пиломатериал экспортного качества.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
Станок специально сконструирован для эффективного пиления низкосортной загрязненной древесины с большой кривизной и сучьями, а также деловой древесины в больших объемах. Это достигается за счет уникальной гусеничной системы подачи и конструкции прижимов бревна. При этом качество получаемого пиломатериала – экспортное, а степень загрязнения не влияет на износ инструмента, так как применятся двухвальная система пиления с направлением зубьев пилы от центра бревна к краю.
СХЕМА ОБРАБОТКИ:
 |
 |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
 |
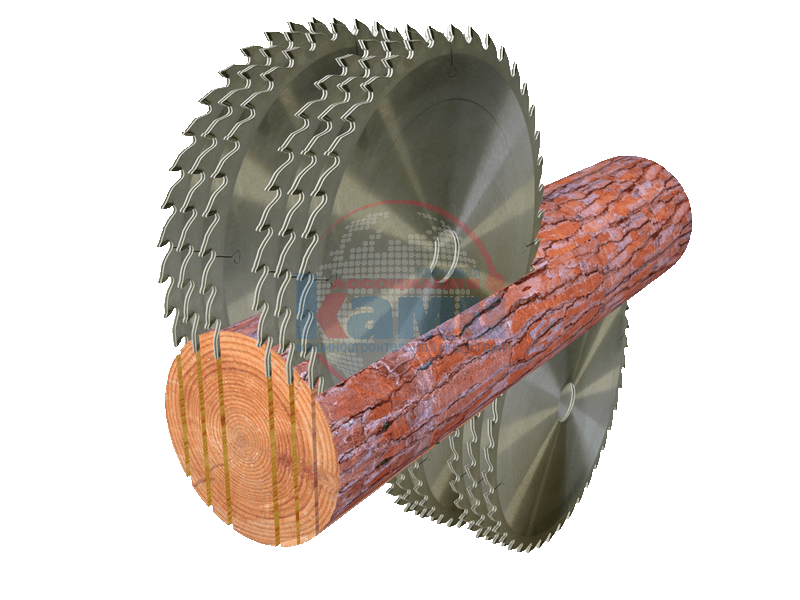
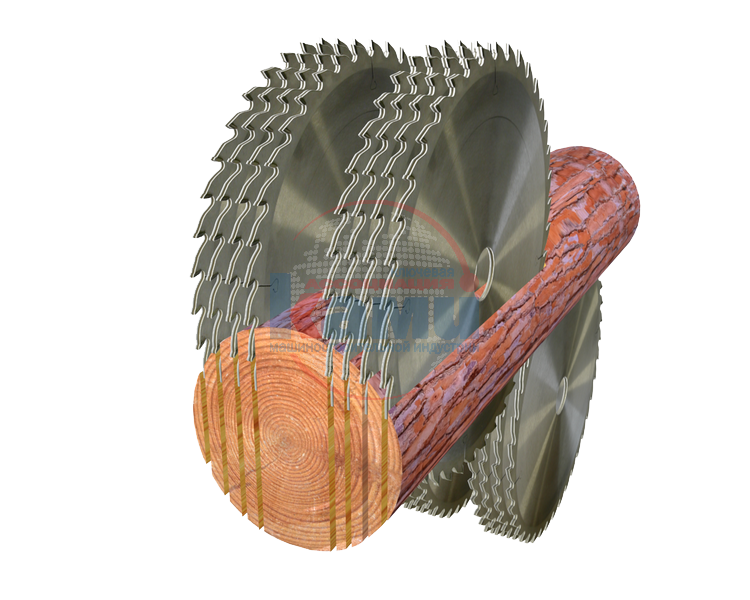
ДВУХВАЛЬНАЯ СХЕМА ПИЛЕНИЯ
Данная схема на сегодняшний день признана самой эффективной, поскольку можно использовать пилы меньшего диаметра по сравнению с одновальной схемой. Причем использование пил меньшего диаметра напрямую влияет на увеличение полезного выхода, за счет меньшей толщины пропила. Кроме того, использование пил меньшего диаметра позволяет экономить на стоимости инструмента, а также не требует сложного оборудования для заточки и подготовки пил. На станке предусмотрена возможность перемещения пильных валов в вертикальном направлении. Это в свою очередь позволяет использовать пилы разного диаметра (от 500 до 650 мм), а также смещать центр пиления относительно положения центра бревна. Также отличительной особенностью в данных станках, является использование схемы пиления как брусовкой так и развальной. |
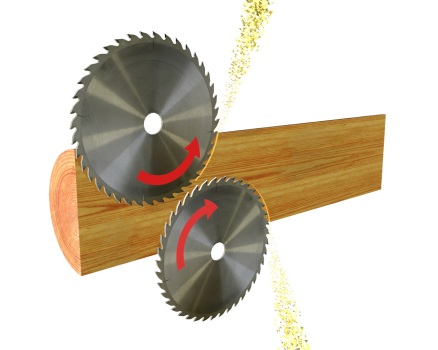 |
НАПРАВЛЕНИЕ ПИЛЕНИЯ
На данном станке реализована схема пиления, направленная от центра бревна к краю, т.е. встречное пиление на обоих валах. Таким образом, что пилы не будут тупиться в зависимости от степени загрязнения бревна. Такая система уникальна, так как не предъявляет очень серьезные требования к системе базирования бревна. |
 |
РАСКЛИНИВАЮЩИЕ НОЖИ
В станке установлены мощные толстые расклинивающие ножи из упрочненной стали (4 шт.), которые препятствуют зажиманию пил в пропиле. |
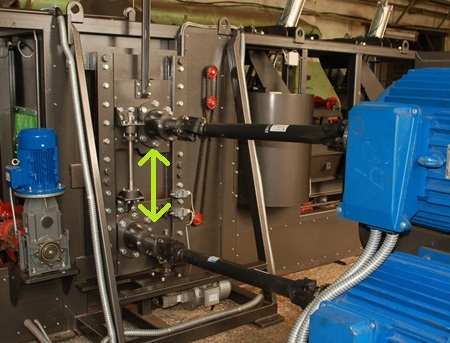 |
ПИЛЬНЫЙ МЕХАНИЗМ
Пильный механизм имеет очень тяжелую конструкцию и оборудован подвижными суппортами для перемещения пильных валов в вертикальном направлении. Перемещение валов позволяет использовать пилы диаметром 500 — 650 мм, а также позволяет смещать (нивелировать) центр пиления относительно центра бревна. Конструкция пильного узла выполнена таким образом, что замена постава пил занимает не более 25 — 30 мин. |
| ПРИВОД ПИЛЬНЫХ ВАЛОВ (карданные валы KAMAZ)
Передача вращения через карданные валы. Данная система позволяет снизить практически «в ноль» нагрузку на опорные подшипники, а также влияет на ресурс всех несущих узлов конструкции, в то время когда в ременной передаче постоянно наблюдается растяжение ремней и повышенная нагрузка на подшипники. Поэтому передача через карданный вал намного предпочтительней. Также использование карданных валов позволяет перемещать пильные валы при неподвижных двигателях без остановки станка в процессе его работы. Также при желании данная система позволяет заменять в будущем главные двигатели на более мощные, для увеличения производительности. В станке KRAFTER используются карданные валы от легендарного автоконцерна KAMAZ, надежность комплектующих которого проверена временем и в рекламе не нуждается. |
|
| БРУСООТДЕЛИТЕЛЬ (входит в состав станка)
Предназначен для приема и разделения продуктов распила после бревнопильных станков проходного типа. Ускоряет и автоматизирует процесс пиления. Используя данный стол можно сократить количество обслуживающего персонала как минимум на 2 человека.
|
|
| БОКОВЫЕ ПРИЖИМЫ
Конструкция боковых прижимов зубчатая, которая полностью исключает преждевременное соскальзывание горбыля и боковых досок до момента полного выхода бревна из пильного узла. |
|
| ОГРАНИЧИТЕЛИ БОКОВЫХ ПРИЖИМОВ
Предотвращают повреждение боковых прижимов о стойку брусоотделителя. |
|
| ВЕРТИКАЛЬНЫЕ ПРИЖИМЫ БРУСООТДЕЛИТЕЛЯ
Конструкция вертикальных прижимных рябух в отличие от конкурентов – коническая и повторяет структуру бревна поэтому работает эффективнее чем на аналогичных станках конкурентов. Вертикальные прижимы имеют пневматическую подачу. Усилие прижима может регулироваться индивидуально. |
|
|
ВЫТЯГИВАЮЩАЯ СЕКЦИЯ ГОРИЗОНТАЛЬНАЯ (приводная) Конструкция вытягивающей секции зубчатая, которая эффективно прижимает выходящие продукты распила. Данные рябухи пневматические срабатывают по фотоэлементу сразу после выхода бревна из пильного узда. Данные рябухи приводные, поэтому позволяют эффективно протягивать даже короткие бревна длиной от 2 метров. |
|
|
ВЫТЯГИВАЮЩАЯ СЕКЦИЯ ВЕРТИКАЛЬНАЯ (приводная) Данный механизм установлен сразу после пильного узла. Сдвоенная зубчатая рябуха, автоматически приживает бревно сразу после выхода его из пильного узла. Данный механизм приводной, поэтому позволяет эффективно протягивать бревна длиной от 2 метров. Также конструкция данной рябухи позволяет выпиливать 2-х канатный брус минимальной толщины 80 мм. |
|
| ПОДАЮЩИЙ ТРАНСПОРТЁР
В отличие от стандартного станка, в данной модели в базе устанавливается 3 шт. вертикальных прижима на подающем транспортере, которые эффективно подают лес длиной от 2 м. В данном станке используется гусеничная система подачи с «лотковой траверсой» и пневматическими прижимами бревна. Данная система в свою очередь позволяет:
|
|
| ПНЕВМАТИЧЕСКИЕ ПРИЖИМЫ БРЕВНА
На подающем транспортере установлены 3 мощных пневматических прижима бревна, которые позволяют максимально надежно и жестко фиксировать бревно, прижимая его к гусенице, причем конструкция этих прижимов сделана таким образом, что исключает «забивание» корой, поэтому проскальзывание бревна полностью исключено, даже при условии, если бревно сильно искривлено. Конструкция рябух В отличие от конкурентов, прижимные рябухи изготавливаются из шипованных модулей. Данные модули производятся на лазерном металлообрабатывающем центре, поэтому кромки шипов на рябухах проходят закалку. Это, в свою очередь, повышает твердость, стойкость и самое главное долговечность рябух. Треки гусеницы изготавливаются также лазерном металлообрабатывающем центре. |
|
| ЗАЩИТА ДАТЧИКОВ
Все оптические датчики надежно защищены в специальных металлических кожухах, поэтому обеспечивают бесперебойную работу всех механизмов. |
|
| КОГТЕВАЯ ЗАЩИТА
На подающем транспортере в обязательно порядке установлена когтевая защита, которая препятствует обратному выбросу бревна. Когтевые лучи изготовлены из тяжелого металла, что в свою очередь говорит о бесспорной надежности данной системы защиты. |
|
| ЗАЩИТНЫЙ МОДУЛЬ
Предназначен для того, чтобы оператор не смог подать слишком искривленное бревно, или диаметром выше максимально возможного. При подаче таких бревен на подающем транспортёре срабатывает концевик, который останавливает подающий транспортер, чтобы оператор мог предотвратить застревание бревна в станке. Затем оператор должен поднять пильный узел до тех пор, пока концевик не вернется в «свободное» положение. Данный узел расположен непосредственно перед подающим транспортером. Соответственно, при необходимости возврата бревна, его не нужно изначально доводить практически до самого пильного узла (как на аналогах), так как концевик находится на входе перед подающим транспортером. Следовательно будет тратиться меньше времени, для того, чтобы вернуть бревно обратно. |
|
| ПУЛЬТ УПРАВЛЕНИЯ
Эргономичный выносной пульт управления специально создан для эффективной и комфортной работы оператора. |


